October 4, 2021
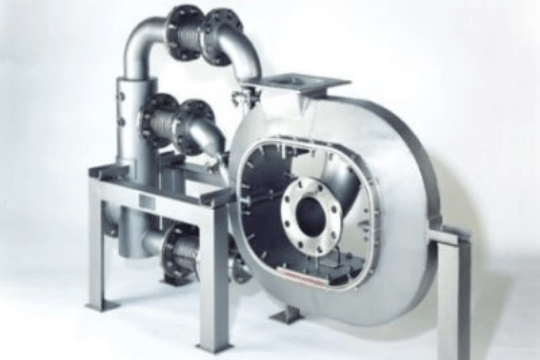
Loop Flash Dryer System
Review main components of a flash drying system. Useful when when determining equipment required for a drying system.
Micronizing and Drying Powders since 1955, Experts in Equipment Engineering and High Quality Contract Powder Processing.

Review main components of a flash drying system. Useful when when determining equipment required for a drying system.
Description of Fluid Energy Test Center methodology to efficiently and effectively determine the optimal parameters for a range of powder applications.
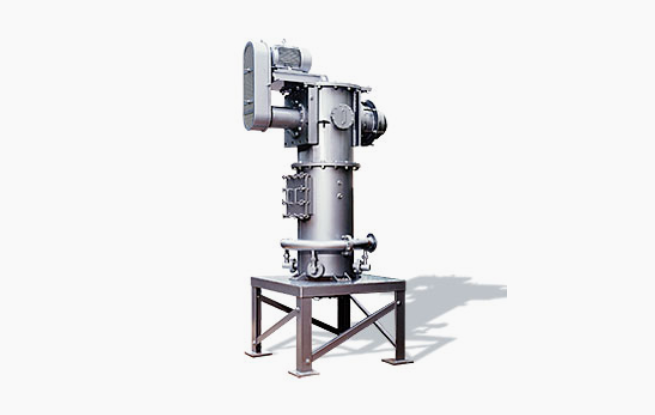
For liquid, slurry materials that are not wet cake form, methods of drying pumpable liquids in a flash dryer.
Review of Fluid Energy contract manufacturing capabilities including: screening, grinding, blending, repackaging.
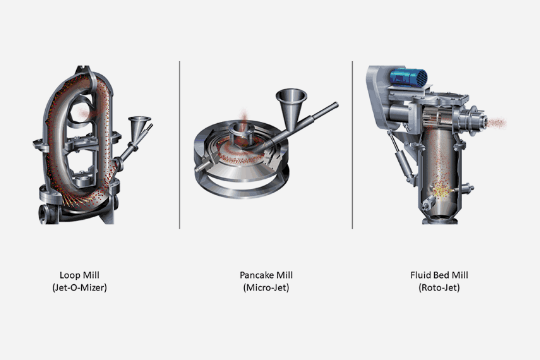
Applications and examples of spiral jet/pancake jet mills.

FAQ’s on jet milling and particle classification.
Description of loop jet mill applications demonstrating the range of applications for this versatile jet mill.
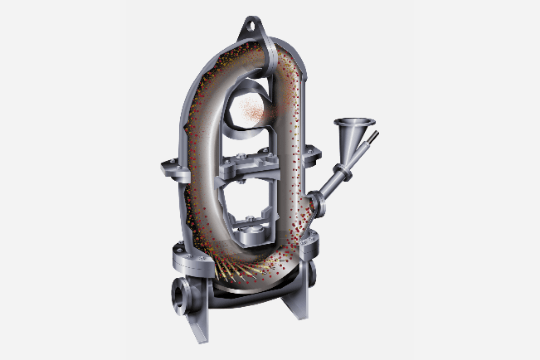
Description of ring flash dryer applications. Examples of the diverse applications of this dryer type.

A brief comparison of the two milling techniques and how they can apply to your application.
Applications and examples of fluid bed air jet mills.

An overview of typical Air Jet Mill Systems and common layouts.
